
Guia Prático de Soldagem para Empresas: Internalizando sua Produção
Categorias:
A soldagem industrial historicamente configurou-se como um procedimento restrito a corporações munidas de infraestrutura pesada e equipes de engenharia altamente especializadas. Na conjuntura mercadológica atual, trata-se de uma competência operacional plenamente internalizável por qualquer empresa, mediante a implementação de capacitação técnica direcionada e a aquisição de maquinário tecnológico adequado.
O estabelecimento de fluxos produtivos internos pode ser iniciado por intermédio de projetos de baixa complexidade, seguindo protocolos operacionais padronizados, culminando na fabricação de ativos tangíveis e funcionais para o negócio.
Este manual técnico orienta gestores e operadores ao longo do seu primeiro projeto de soldagem B2B, delineando desde as etapas iniciais até a finalização. O documento elucida as metodologias de configuração, planejamento estratégico e execução de um processo de soldagem estrutural simplificado.
Seja para a manutenção corretiva de infraestruturas, manufatura de suportes logísticos ou o desenvolvimento de um novo centro de custos interno, este é o ponto de partida operacional.
Por Que a Internalização da Soldagem Representa Sua Melhor Competência Estratégica
Ao confrontar-se com estruturas metálicas inoperantes, maquinários desestabilizados ou demandas por suportes customizados, a dependência de fornecedores terceirizados frequentemente compromete os prazos de entrega corporativos. A mitigação de contingências logísticas cotidianas exige a adoção de medidas assertivas, e a soldagem configura-se como uma das raras capacitações técnicas capazes de restituir a governança operacional à sua empresa. Ela viabiliza a reinserção de ativos depreciados no ciclo produtivo.
Autonomia Operacional
A soldagem industrial confere uma prerrogativa imediata de capacidade resolutiva. O processo fomenta o rigor técnico e a autossuficiência da equipe de manutenção. A partir do momento em que a sua corporação adquire a competência de seccionar e fundir ligas metálicas internamente, cessa a subordinação a prestadores de serviços externos para demandas de manutenção preditiva ou fabricação de gabaritos sob medida.
Produtividade
A eficiência no ambiente corporativo é frequentemente mensurada pela materialização de resultados tangíveis, característica intrínseca aos processos de união de metais. A soldagem gera métricas de produtividade imediatas. A transmutação da matéria-prima bruta sob rigoroso controle térmico, culminando no acabamento de uma peça industrial – seja um elemento de fixação ou um suporte de armazenagem –, evidencia o potencial de escalabilidade alcançável mediante a aplicação de metodologias constantes.
Otimização de Custos
O investimento inicial em infraestrutura de soldagem corporativa é substancialmente inferior ao custo cumulativo de contratações recorrentes de profissionais terceirizados. A alocação de capital (Capex) em um kit de processamento de metais amortiza-se progressivamente ao longo das subsequentes execuções de projetos. A recuperação de componentes ou a manufatura de novas peças in loco minimiza despesas operacionais (Opex) e atenua o desperdício de materiais, garantindo um Retorno Sobre o Investimento (ROI) otimizado.
Flexibilidade Produtiva
A união térmica de metais é amplamente aplicável a uma vasta gama de materiais e demandas industriais. A corporação torna-se apta a desenvolver dispositivos de fixação, adaptar ferramentais ou elaborar projetos de inovação disruptiva. A aplicabilidade não se restringe a um nicho mercadológico específico. Independentemente de o escopo envolver manutenções preventivas, prototipagem de novos designs ou reparos estruturais, as diretrizes metodológicas basilares permanecem inalteradas.
Infraestrutura Necessária: O Conjunto Essencial para Soldagem Corporativa
A exploração eficiente da metalurgia corporativa exige, inegavelmente, a implementação de ferramental adequado. A estruturação de um setor de soldagem interno demanda pragmatismo e objetividade. A aquisição de um maquinário básico e multifuncional, exemplificado pela unidade xTool MetalFab, é capaz de suprir a esmagadora maioria dos requisitos iniciais de soldagem em empresas de médio porte, devendo ser complementado, imprescindivelmente, por dispositivos de proteção individual.
xTool MetalFab: O Equipamento de Soldagem a Laser Definitivo para Empresas

A xTool MetalFab consubstancia-se como uma estação de trabalho integrada, projetada para a execução de corte, decapagem e soldagem a laser de ligas metálicas. O módulo fundamental compreende uma tocha de soldagem baseada em tecnologia laser, comercializada nas potências operacionais de 800 W e 1200 W.
A variante de 800 W possui especificações técnicas adequadas para a fusão de aço inoxidável ou aço-carbono com espessuras de até 4 mm, ao passo que o modelo de 1200 W viabiliza a penetração em chapas de até 5 mm. O sistema emprega um ressoador de laser de fibra operando no comprimento de onda de 1080 nm, integrado a um semicondutor “Coherent” de especificação industrial, munido de algoritmos de gerenciamento térmico avançados para assegurar o fornecimento de energia contínuo e a execução de cordões de solda isentos de contaminação.
Mediante o acoplamento da referida tocha à bancada de trabalho fornecida, a arquitetura converte-se em um centro de usinagem e corte a laser CNC de dimensões reduzidas, oferecendo uma área útil de processamento de 60 x 60 cm. Este arranjo viabiliza o seccionamento de chapas metálicas de até 10 mm de espessura, garantindo tolerâncias dimensionais na ordem de ±0,1 mm.
Concebida para otimizar a curva de aprendizado de operadores iniciantes, a MetalFab integra uma interface homem-máquina (IHM) via display touch de 8 polegadas, contendo mais de 108 perfis de parâmetros preestabelecidos, sistema de alimentação contínua de arame e software embarcado de inteligência artificial responsável por automatizar os procedimentos de calibração inicial.
Dispositivos Fundamentais e Auxiliares de Segurança Ocupacional
A integridade física dos colaboradores precede a execução técnica. Os processos de fusão metálica geram gradientes térmicos elevados, radiação eletromagnética e projeção de escórias que podem resultar em passivos trabalhistas severos se negligenciados. A adoção dos seguintes aparatos garante a conformidade com as normas regulamentadoras e a manutenção do controle operacional:
- Máscara de Escurecimento Automático: Mitiga os danos oculares oriundos da radiação ultravioleta e projeções incandescentes. O cristal líquido do visor altera sua opacidade em milissegundos após a ignição do arco voltaico, garantindo visibilidade e proteção contínuas.
- Luvas de Proteção Térmica: Artefatos confeccionados em raspa de couro com alto coeficiente de isolamento térmico, indispensáveis para resguardar os membros superiores do operador contra respingos de poça de fusão.
- Vestimenta de Raspa: Aventais ou jaquetas desenvolvidas com materiais ignífugos para a blindagem do tronco e braços. É terminantemente proibido o uso de polímeros sintéticos, dada a sua propensão ao derretimento cutâneo sob altas temperaturas.
- Esmerilhadeira Angular: Ferramenta abrasiva essencial para o desbaste de impurezas e regularização de chanfros pré e pós-processamento térmico. O nível de pureza da junta correlaciona-se diretamente com a resistência mecânica da união metálica.
- Sargentos e Grampos de Fixação: Instrumentos mecânicos imprescindíveis para a imobilização dos componentes durante as fases de alinhamento e ponteamento estratégico.

Diretrizes para a Seleção do Seu Primeiro Projeto de Soldagem Interno
O empreendimento inicial deve ser pautado pela baixa complexidade geométrica, demandando ciclos de produção curtos e utilização prioritária de perfis metálicos retilíneos. O objetivo primordial nesta etapa é a calibração de parâmetros e a compreensão empírica da termodinâmica dos metais, abstendo-se de submeter os operadores a geometrias críticas.
Recomenda-se a priorização de conjuntos mecânicos que exijam apenas juntas em ângulo ou de topo. Alternativas viáveis para o ambiente B2B incluem:
- Caixas de contenção primárias elaboradas a partir de chapas de aço carbono.
- Bancadas de manutenção industrial estruturadas em tubos de aço de seção quadrada ou retangular.
- Prototipagem de componentes não estruturais utilizando retalhos de processamento.
- Montagem de dispositivos usinados previamente via tecnologia CNC, demandando unicamente o travamento por solda das interseções em três dimensões.
É peremptório evitar demandas de alta complexidade ou que imponham riscos estruturais severos nesta fase de implantação. Desencoraja-se veementemente a intervenção em chassis automotivos, vigas de sustentação de carga ou vasos de pressão. Tais elementos requerem qualificação técnica avançada, ensaios não destrutivos e certificação de penetração total da solda, podendo incorrer em falhas catastróficas se executados inadequadamente.
Protocolo Operacional Padrão: Manufatura de uma Estrutura Metálica Simples
Após a devida adequação da infraestrutura de maquinário e segurança ocupacional, deflagra-se a etapa de manufatura. Esta seção descreve um procedimento padronizado para a fabricação de um suporte logístico: um chassi de aço destinado à locomoção e armazenamento dos próprios equipamentos de soldagem da empresa.
1. Engenharia de Projeto e Dimensionamento de Cortes
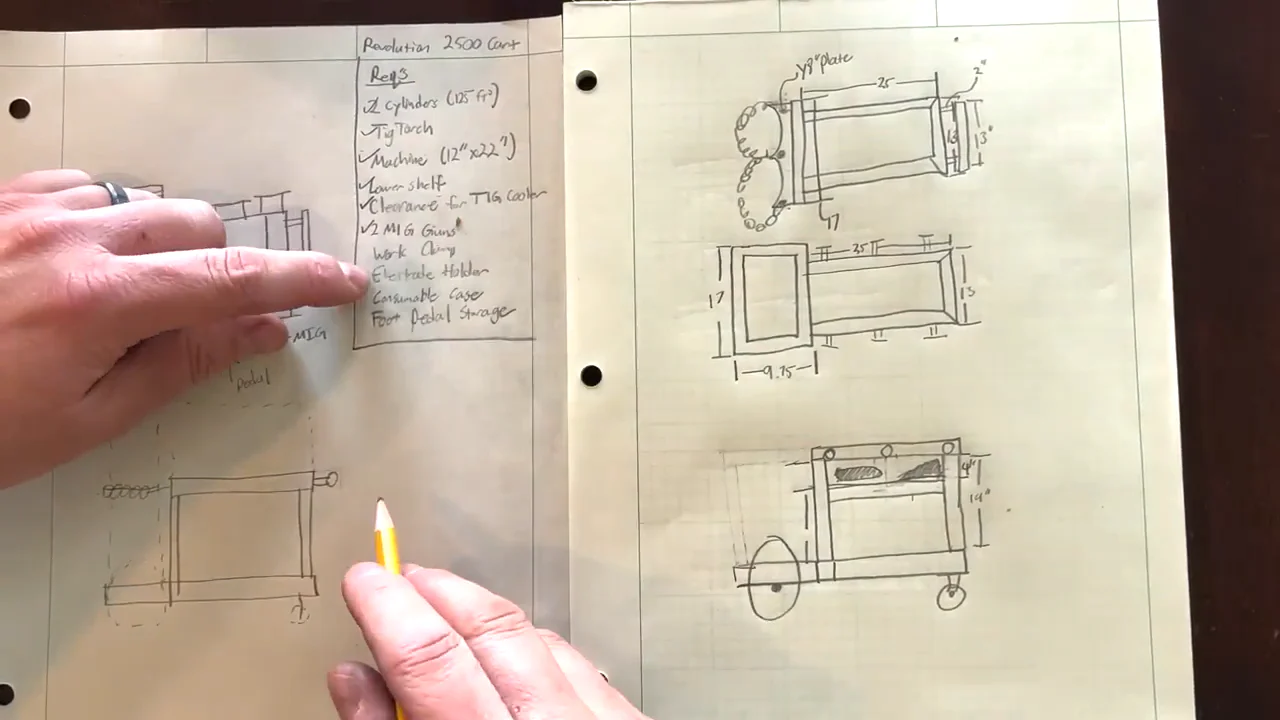
O planejamento prévio constitui a espinha dorsal da manufatura enxuta. Antecedendo qualquer intervenção física no material, estabeleça os requisitos de carga e funcionalidade do ativo. Desenvolva um croqui técnico detalhado, especificando cotas dimensionais e tipologia de juntas. A catalogação alfanumérica de cada perfil metálico no desenho técnico otimizará substancialmente a logística de montagem subsequente.
2. Tratamento e Preparação Superficial do Metal
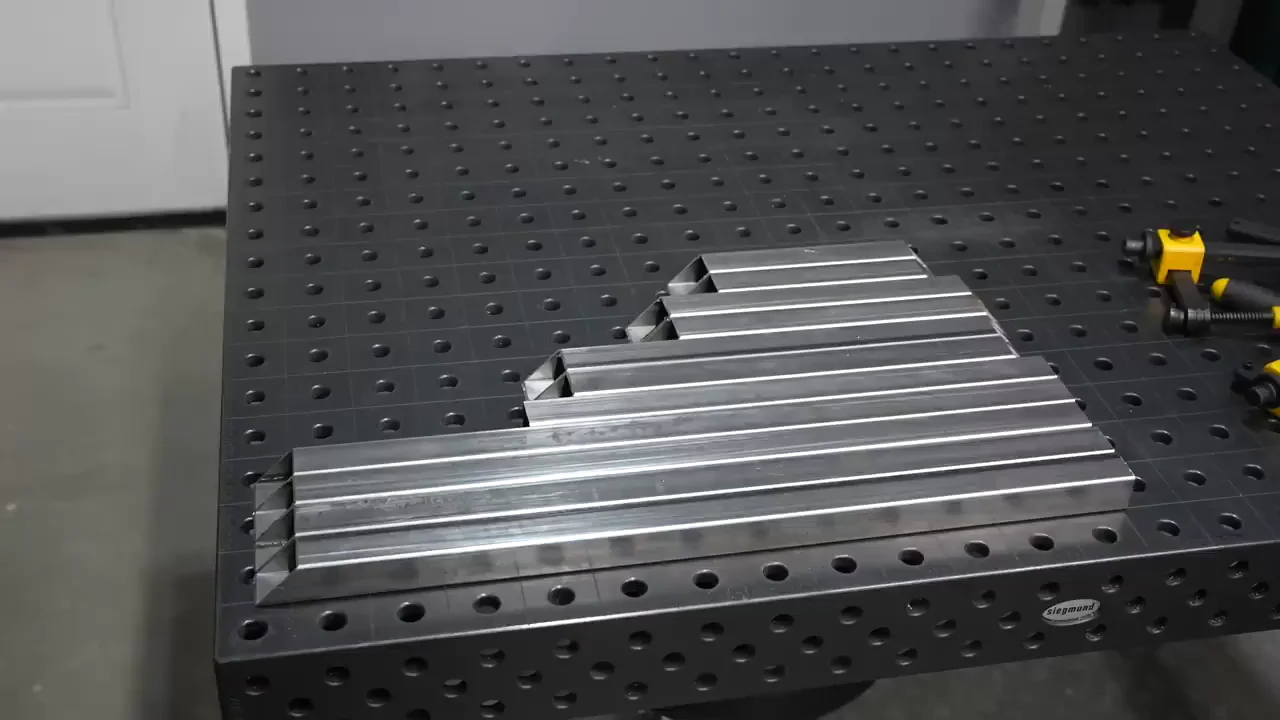
Proceda com o seccionamento do material metálico base e submeta todas as arestas a um rigoroso processo de usinagem abrasiva. A erradicação completa de óxidos, polímeros de pintura e hidrocarbonetos é mandatória para assegurar a homogeneidade da poça de fusão. Verifique a ortogonalidade e a planicidade das faces cortadas; irregularidades geométricas invariavelmente resultarão em tensões residuais e desalinhamentos durante a coalescência das partes.
3. Ponteamento Estratégico para Alinhamento Dimensional
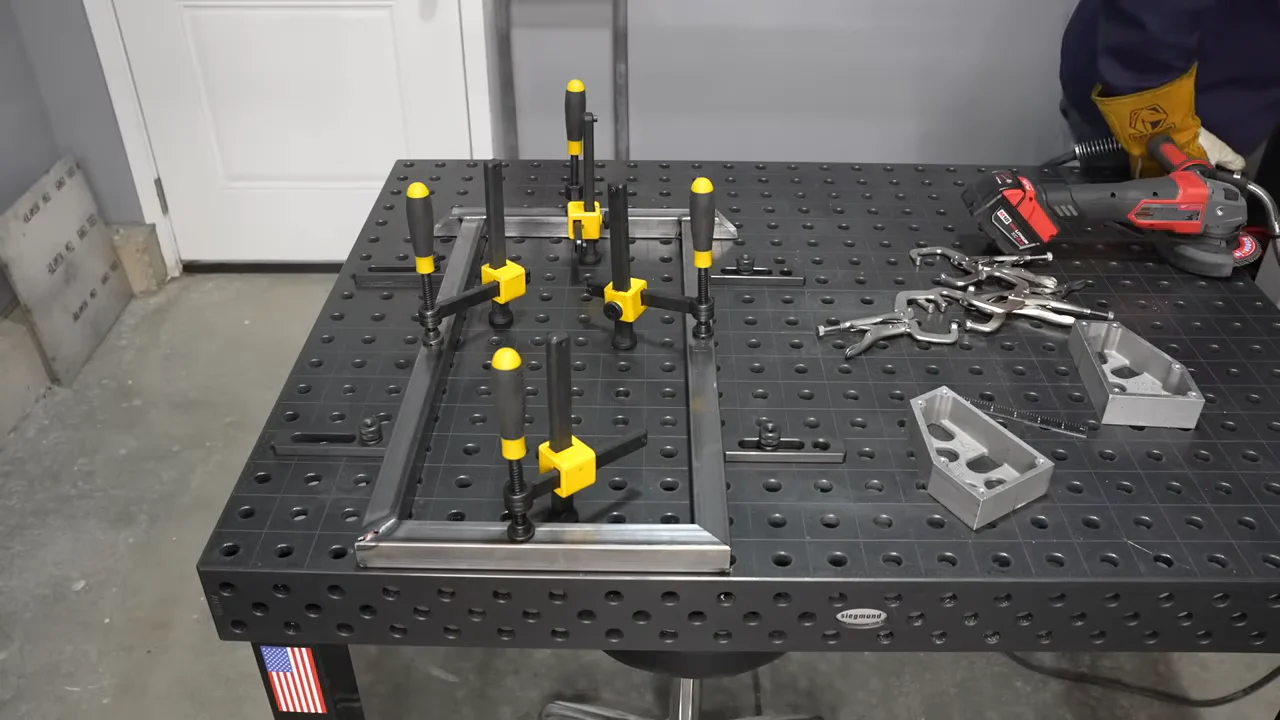
Aloque os perfis estruturais sobre uma mesa de soldagem perfeitamente nivelada, fixando-os através de grampos mecânicos. Execute pontos de solda (tack welds) primariamente nas extremidades das juntas. O ponteamento consiste em depósitos de fusão localizados e de curta duração, cuja finalidade é o travamento temporário do conjunto mecânico.
Conduza aferições metrológicas rigorosas após a execução de cada ponto. A estabilidade do esquadrejamento é inegociável. Empregue instrumentos de precisão, como esquadros magnéticos, para certificar a exatidão dos ângulos de 90 graus, realizando eventuais correções de contração térmica antes de prosseguir.
4. Execução Definitiva dos Cordões de Solda
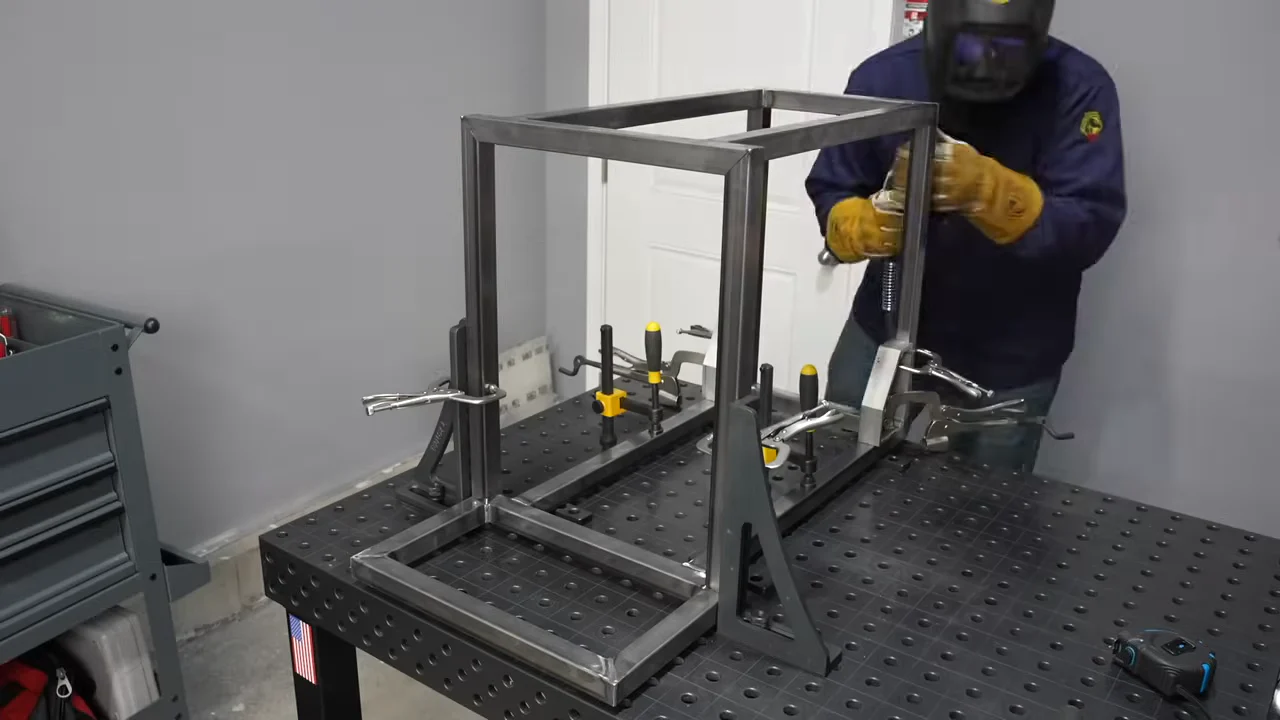
Após a validação metrológica do conjunto ponteado, inicie a deposição contínua do metal de adição ao longo das juntas. A execução deve ocorrer de forma fracionada, processando uma interseção por vez. Mantenha velocidade de translação constante e distanciamento milimétrico ideal entre o bocal da tocha e a peça. Permita a dissipação térmica parcial entre os passes de soldagem para minimizar as zonas termicamente afetadas (ZTA) e evitar empenamentos.
Em projetos de proporções reduzidas, implemente a técnica de soldagem alternada em oposição geométrica. Esta prática equaliza as tensões térmicas e preserva a integridade estrutural. A prioridade deve residir na parametrização do controle da poça de fusão, sobrepondo-se à velocidade de execução.
5. Processamento Abrasivo e Acabamentos Protetivos
Concluída a união térmica, reintroduza o processo de desbaste abrasivo para atenuar as convexidades dos cordões e suprimir projeções metálicas. A eliminação de descontinuidades e cantos vivos é crucial para assegurar uma superfície de acabamento homogênea e livre de concentradores de tensão.
Proceda com a aplicação de um primer industrial antioxidante, seguido do revestimento polimérico de acabamento. A selagem correta da superfície inibe processos corrosivos e prolonga a vida útil do ativo. Neste estágio, o chassi estrutural é considerado finalizado, estando apto a receber rodízios industriais ou modificações acessórias mediante a necessidade corporativa específica.
Diagnóstico e Mitigação de Falhas Frequentes na Soldagem Interna
Durante a curva de maturação da equipe na operação de maquinários corporativos, a ocorrência de anomalias metalúrgicas é estatisticamente provável. A incidência de porosidades no cordão, depressões marginais ou deformações geométricas exige intervenção técnica imediata. Segue o diagnóstico das patologias de soldagem mais recorrentes e suas respectivas metodologias de mitigação:
Porosidade na Solda
A porosidade caracteriza-se pelo aprisionamento de gases na matriz metálica durante a solidificação da poça de fusão. A etiologia deste defeito frequentemente recai sobre a contaminação superficial da chapa, deficiência no fluxo do gás de proteção (argônio/misturas) ou velocidade de avanço excessiva por parte do operador.
A mitigação deste quadro exige a descontaminação rigorosa da interface a ser soldada. É imperativo inspecionar a vazão no fluxômetro do cilindro de gás e a desobstrução do bocal de cerâmica. O comprimento do arco deve ser minimizado e a velocidade de translação estabilizada. Caso a porosidade seja detectada, torna-se obrigatória a remoção total do segmento contaminado via esmerilhamento e a subsequente ressoldagem da junta.
Mordeduras na Zona Termicamente Afetada
Identificadas como reentrâncias longitudinais adjacentes à margem do cordão de solda, as mordeduras reduzem drasticamente a seção transversal útil da peça, criando severos concentradores de tensão. Suas causas prováveis englobam parametrização de amperagem excessivamente alta, manipulação errática da tocha ou velocidade de progressão inadequada.
A intervenção corretiva requer a redução da corrente de soldagem na IHM do equipamento, a diminuição da velocidade de avanço e a correção do ângulo de ataque da tocha em relação à junta. Deve-se garantir a inserção volumétrica adequada de arame de adição para suprimir a cavidade. Descontinuidades já solidificadas devem ser mecanicamente desbastadas e preenchidas em um passe de soldagem corretivo.
Distorção ou Deformação Térmica
A distorção mecânica consolida-se em decorrência do gradiente de temperatura assimétrico aplicado sobre o conjunto estrutural, provocando contração direcional desigual. Para mitigar esse fenômeno, a engenharia de soldagem deve prever um sequenciamento de passes focado na distribuição homogênea do aporte térmico. Institua o rodízio de lados de soldagem na estrutura e garanta intervalos de resfriamento entre as seções. O emprego extensivo de dispositivos de fixação rígidos (sargentos pesados) é vital para conter a movimentação cinética induzida pelo calor.
Segurança Ocupacional Representa um Imperativo Inegociável
Os processos térmicos industriais geram ambientes operacionais críticos, cujas variáveis de risco evoluem rapidamente para incidentes ocupacionais. A presença de atmosferas explosivas ou a inalação de fumos metálicos em recintos confinados pode deflagrar passivos irreversíveis à saúde humana e à corporação.
O arco elétrico ou feixe de laser empregado no processo gera espectros de radiação ultravioleta e infravermelha altamente energéticos, capazes de induzir o eritema cutâneo severo e a fotoceratite ocular. De maneira análoga, as escórias em estado de fusão representam risco iminente de ignição de incêndios. Reitera-se a obrigatoriedade do uso ininterrupto de máscaras fotossensíveis calibradas, luvas com isolamento térmico e vestuário de proteção confeccionado exclusivamente em fibras naturais ou couro tratado, visto que compostos sintéticos aderem à epiderme ao atingir seu ponto de fusão.
Adicionalmente, a volatilização de revestimentos metálicos (como o zinco) e a fusão de eletrodos liberam material particulado e gases nocivos altamente irritantes para o trato respiratório e mucosas oculares. Tais fatos tornam o sistema de exaustão uma exigência legal e técnica.
Estabeleça as cabines de soldagem em setores providos de sistemas de exaustão localizada (braços extratores de fumos) ou fluxo de ar forçado. A supressão da ventilação em galpões industriais potencializa a toxidade do ambiente. A infraestrutura de purificação atmosférica atua na preservação do sistema respiratório da equipe com a mesma criticidade que a máscara atua na preservação do globo ocular.
Aprimoramento Contínuo das Competências em Soldagem Corporativa
Este referencial técnico foi estruturado com o escopo de viabilizar a transição operacional inicial do seu negócio. Uma vez que os fundamentos metalúrgicos e as calibrações de base do equipamento estejam consolidados, a corporação encontrar-se-á apta a internalizar demandas de fabricação progressivamente mais complexas, agregando valor direto aos seus processos.
A evolução para a manufatura de suportes logísticos complexos, mobiliário industrial corporativo e componentes mecânicos tridimensionais passa a ser uma realidade tangível, otimizando o portfólio de serviços da empresa e maximizando o aproveitamento do maquinário.
Para fomentar o desenvolvimento técnico da sua equipe operacional, incentive a prospecção de soluções tecnológicas e o intercâmbio de inovações com players do mercado industrial. Recomenda-se a integração ao ecossistema da corporação fornecedora, como a Comunidade xTool para Indústrias, ou o acesso a plataformas especializadas de manufatura, como a Plataforma Atomm. Nestes ambientes virtuais, engenheiros e empresas do segmento B2B compartilham gabaritos de usinagem, parametrizações de corte e soluções em metalurgia, catalisando a curva de aprendizado e revelando novas avenidas de rentabilidade operacional para o processamento de ligas metálicas.
Quer saber mais sobre a xTool? Acompanhe nossos canais
Instagram: xtool.brasil
Youtube: xTool Brasil
Loja: xtool.com.br




Comentários
Nenhum comentário até o momento. Seja o primeiro a comentar.